
500 Class Bucket Elevator Chains 567 574 578 503 504 500 330
The 500 Class Bucket Elevator Chain is a heavy-duty, moderately priced chain designed for handling average loads at slow to intermediate speeds in bucket elevators. Commonly used in industries like agriculture, mining, and cement, it features cottered construction with notched pin heads and sidebar locking lugs to prevent rotation, ensuring durability. Its closed bearing design protects against gritty, abrasive materials, extending service life. With a tensile strength of 12,500 to 40,000 pounds, it’s cast for balance and strength, available in pitch ranges from 2.32 to 6.30 inches, and compatible with various attachments (K1, K2, F2, G) for diverse applications.
The 500 Class Bucket Elevator Chain is a heavy-duty, moderately priced chain designed for handling average loads at slow to intermediate speeds in bucket elevators. Commonly used in industries like agriculture, mining, and cement, it features cottered construction with notched pin heads and sidebar locking lugs to prevent rotation, ensuring durability. Its closed bearing design protects against gritty, abrasive materials, extending service life. With a tensile strength of 12,500 to 40,000 pounds, it’s cast for balance and strength, available in pitch ranges from 2.32 to 6.30 inches, and compatible with various attachments (K1, K2, F2, G) for diverse applications.

500 Class Bucket Elevator Chain Dimensions
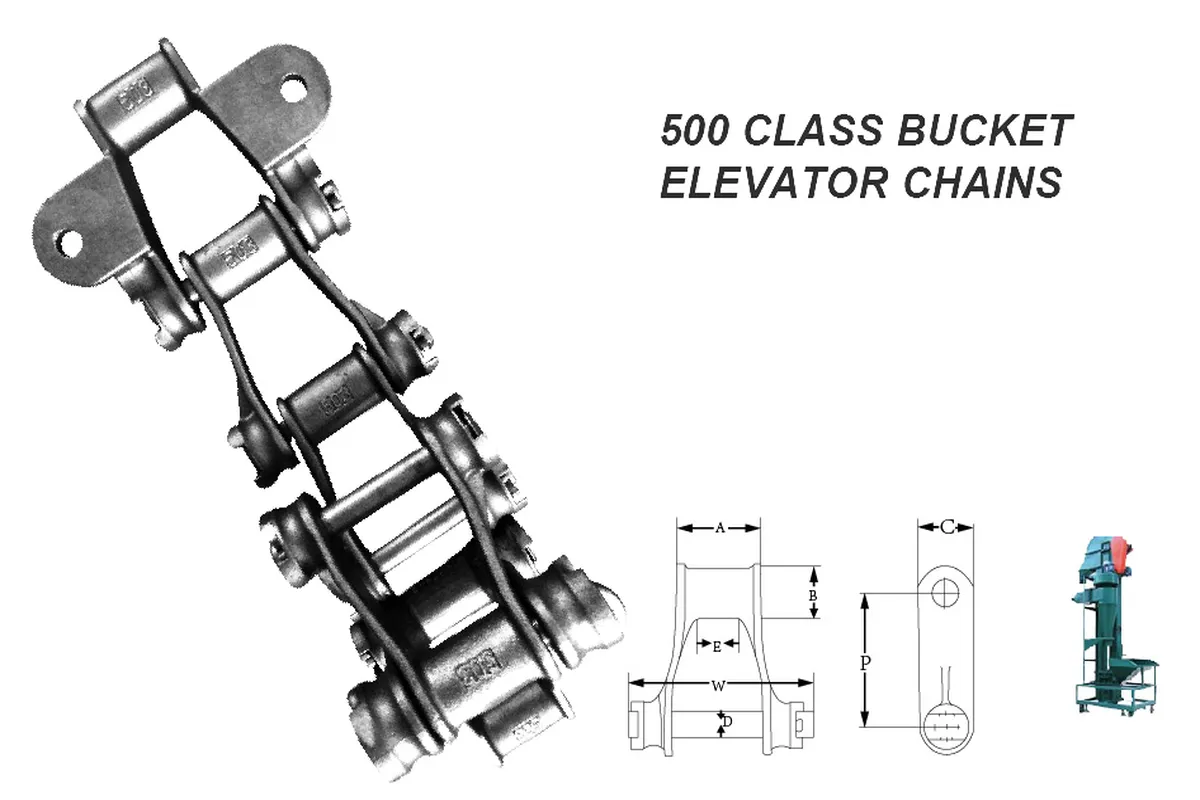
| Chain No. | Pitch In Inches | Weight | Allowable Chain Pull | Breaking Load | Links Per Coil | A | B | C | D | E | W |
| 567 | 2.32 | 3.5 | 1470 | 12500 | 52 | 1.56 | 0.97 | 1.06 | 0.38 | 0.75 | 3.13 |
| 574 | 2.38 | 7.5 | 2900 | 20000 | 51 | 2.06 | 1.09 | 1.38 | 0.56 | 1.13 | 4.19 |
| 578 | 2.63 | 4 | 1780 | 15000 | 46 | 1.63 | 0.97 | 1.19 | 0.44 | 0.88 | 3.25 |
| 503 | 3.02 | 6.2 | 2810 | 20000 | 40 | 2.06 | 1.09 | 1.38 | 0.56 | 1.13 | 4.31 |
| 504 | 4.06 | 8.5 | 4500 | 27500 | 30 | 2.88 | 1.31 | 1.69 | 0.63 | 1.75 | 5.75 |
| 500 | 6.04 | 6 | 4160 | 25000 | 20 | 2.75 | 1.13 | 1.5 | 0.63 | 1.5 | 5.5 |
| 330 | 6.3 | 10 | 5160 | 40000 | 19 | 2.75 | 1.75 | 1.75 | 0.75 | 1.5 | 5.75 |
Advanatges of 500 Class Bucket Elevator Chains
The 500 Class Bucket Elevator Chains offer several advantages for heavy-duty industrial applications. Here are the key benefits:
- High Strength and Load Capacity: These chains are engineered to handle heavy loads and high tension in demanding environments like mining and agriculture, ensuring reliable performance and reducing the risk of chain failure or breakage under stress.
- Increased Material Handling Capacity: The robust construction and greater tensile strength allow 500 Class chains to transport larger volumes of bulk materials, such as grains or ores, compared to standard chains, enhancing operational efficiency.
- Longevity and Durability: Designed to resist wear, corrosion, and fatigue, these chains offer extended service life, even in harsh conditions, minimizing maintenance needs and ensuring cost savings through uninterrupted operation.
- Enhanced Safety: The heavy-duty nature and high reliability of 500 Class chains reduce the likelihood of sudden failures, preventing accidents and production downtime, making them a safer choice for bulk material handling.
- Customizable Configurations: Available in various designs, pitches (2.32 to 6.30 inches), and attachment options, these chains can be tailored to specific application needs, ensuring compatibility with diverse bucket elevator systems.
- Smooth and Efficient Operation: Carefully cored for pitch accuracy, these chains ensure links are uniform, promoting smooth operation, reducing vibrations, and enhancing overall elevator performance in continuous material handling tasks.

Applications of 500 Class Bucket Elevator Chains
The 500 Class Bucket Elevator Chain is a heavy-duty, moderately priced chain designed for handling average loads at slow to intermediate speeds. Here are key applications:
- Grain Handling in Agriculture: The 500 Class Bucket Elevator Chain is used in grain handling facilities, silos, and feed mills to transport grains like wheat, corn, and barley vertically. Its high strength and cottered construction ensure reliable performance under heavy loads, minimizing downtime in agricultural operations.
- Cement Industry: The 500 Class Bucket Elevator Chain is ideal for conveying cement, raw meal, and fly ash in cement mills. Its abrasion-resistant construction and high tensile strength handle gritty materials, reducing wear and maintaining operational efficiency.
- Mining and Mineral Processing: In mining, these chains transport heavy, abrasive materials like phosphate rock and minerals vertically. Their robust design and customizable attachments ensure durability and compatibility with large-scale, high-capacity bucket elevator systems.
- Sugar Mill Operations: Sugar mills use these chains to move bulk sugar and by-products vertically. The chain’s pitch accuracy and oil-resistant surface treatment reduce wear, ensuring long service life and efficient handling in sticky, abrasive conditions.
- Metallurgical Industry: These chains are used in metallurgical plants to convey materials like talcum powder and other powders vertically. Their high fatigue resistance and easy maintenance features support continuous operation in demanding, high-temperature environments.
- Construction Materials Handling: In construction, these chains transport bulk materials like aggregates and limestone. Their ability to handle coarse, heavy loads at slow speeds ensures reliable vertical conveying for material processing and storage.
 | |
 |  |
Additional information
| Edited by | Yjx |
|---|
Related products
-

ZGS38 Combine Harvester Chains for Corn Harvesters and Wheat Harvesters
-

A-Type Steel Agricultural Chain A550 A555 A557 A620 Roller Chains
-

CA960 Roller Chain for Combine Harvesters and Hay Balers
-

Corn Head Gathering Chain Replacement of AGCO-Gleaner, Case, John Deere, New Idea, Geringoff, Massey Ferguson, Ford/New Holland
-

Welded Steel Mill Chains WH188 WH78 WH82 WH124 WH111 WH106 WH110 WH132 WH150